|
Product Details:
|
| Material: | UNS N14052, A Binary Nickel-iron Controlled Expansion Alloy | ||
|---|---|---|---|
| High Light: | nickel iron cobalt alloy,high performance alloys,Glass Seal 52 Alloy Bar |
||
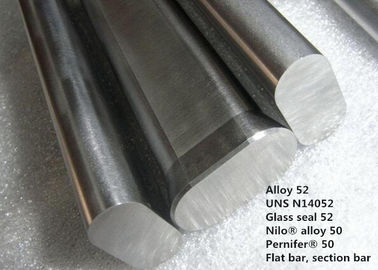
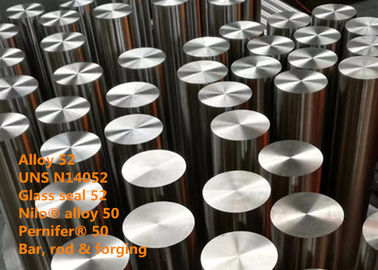
Glass Seal 52 Nickel Iron Alloy Bar / Strip For Hermetic And Electronic Tube
1 EQUIVALENT DESIGNATION
UNS N14052, Glass seal 52, Nilo® alloy 50, Pernifer 50
2 PRODUCT
Nickel iron alloy 52 (UNS N14052, Glass seal 52) bar, tube, strip, foil, wire for hermetic and electronic tube.
Alloy 52 is available in following standard semi-finished forms:
Sheet & plate
Delivery condition: Hot or cold rolled, heat treated, descaled or pickled
Strip & foil
Delivery condition: Cold rolled, heat treated, pickled or bright annealed
Bar and rod
Delivery condition: Forged, rolled, drawn, heat treated, oxidized, descaled or pickled, turned, peeled, ground or polished
Wire (profile, round, flats, square)
Delivery condition: Drawn bright, ¼ hard to hard, bright annealed in rings, containers, on spools and headstocks
Wire rod
Delivery condition: hot rolled (dia.5.5mm to 40mm)
Others
Other shapes and dimensions such as discs, rings, seamless pipes and forgings can be requested.
3 OVERVIEW
Alloy 52 is a binary nickel-iron controlled expansion alloy containing 50.5% nickel, used in both for its controlled expansion characteristics as well as it’s magnetic shielding capabilities. It is an alloy developed for glass-to-metal seals for some of the soft glasses and some ceramics. It exhibits low thermal expansion properties. Due to a higher content of Nickel than its other Nickel Iron family members, it also exhibits good magnetic properties.The alloy’s rate of thermal expansion is virtually constant to a temperature of about 1050°F (565°C).
With the addition of Iron, Alloy 52 is more durable than Nickel by itself and exhibits good machining properties.
4 APPLICATION
Alloy 52 is commonly used in the semiconductor and telecommunications industry, mainly used for metal to glass, and ceramic to glass sealing for electronic tubes, automotive and industrial lamps, and specialty hermetic devices, mercury-wetted reed switches, magnetic reed switches and seals that need controlled linear expansion to approximately 977°F (525°C).
5 CHEMICAL COMPOSITION (wt%):
| Ni | Fe | Al | Co | Mn | Si | C | P | S | Cr |
| 50.5 | Balance | ≤0.10 | ≤0.50 | ≤0.60 | ≤0.30 | ≤0.05 | ≤0.025 | ≤0.025 | ≤0.25 |
6 PHYSICAL PROPERTY
| Density | lb/cu in | 0.30 |
| Specific Gravity | g/cm3 | 8.30 |
| Curie Temp | °F | 986 |
| °C | 530 | |
| Melting Point | °F | 2600 |
| °C | 1427 | |
| Electrical Resistivity | Micro-ohm-cm | 44 |
| ohm-cir mil/ft | 258 | |
| Thermal Conductivity | W/cm °C | 0.14 |
| BTU-in/sq. ft-hr- | 97 | |
| Specific Heat | Cal/g- °C | 0.12 |
| BTU/lbm- °F | 0.12 | |
| Thermal Expansion | ppm / °F (75°F to 842°F) | 5.5 |
| ppm / °C (25°C to 450°F) | 9.9 | |
| Modules of Elasticity | Mpsi | 23 |
| kMPa | 159 |
Linear coefficient of thermal expansion
| Degree C | Coefficient | Degree C | Coefficient |
| 30-100 | 10.5 | 30-450 | 9.6 - 10.7 |
| 30-150 | 10.5 | 30-475 | 10.1 |
| 30-200 | 10.4 | 30-500 | 10 |
| 30-250 | 10.4 | 30-525 | 10.4 |
| 30-300 | 10.2 | 30-550 | 10.2 - 10.7 |
| 30-325 | -- | 30-600 | 10.8 |
| 30-350 | 10.2 | 30-700 | 11.7 |
| 30-375 | -- | 30-800 | 12.5 |
| 30-400 | 10.1 | 30-900 | 13.3 |
| 30-425 | -- | 30-1000 | 14.2 |
7 MECHANICAL PROPERTIES
Typical mechanical properties of Alloy 52 in annealed condition
| Tensile strength | ksi | 80 |
| MPa | 552 | |
| Yield strength | ksi | 40 |
| MPa | 276 | |
| Elongation | % in 2 in. | 35 |
| Typical hardness | Rockwell HRB | 80 |
8 WORKING INSTRUCTION
Alloys 52 can be hot or cold worked, machined and formed by processes similar to those used for austenitic stainless steels.
Heat treatment
Although the nickel-iron low expansion alloys are not hardenable, annealing and stress relief thermal treatments are at times necessary to promote structure uniformity and dimensional stability. The relief of stresses introduced by severe forming, bending, or machining, can be accomplished by annealing at temperatures of approximately 1400 to 1800°F (760 to 982°C) for a time sufficient, to thoroughly heat through the section. However, the nickel-irons will oxidize readily at these high temperatures. When annealing cannot be done in a non-oxidizing enviroment (vacuum, dry hydrogen, dissociated ammonia, etc.) sufficient material must be allowed on work pieces to clean-up by light grinding, pickling, etc., after annealing. Stress relief for sections having light finishing cuts or grinding performed after annealing is accomplished by heating to 600 to 800°F (316 to 427°C), for a time to uniformly heat through the work piece.
Forming
All of the nickel-iron controlled expansion alloys can be hot forged, upset, formed, etc., at temperatures between 1800 to 2100°F (982 to 1149°C). However, heating for hot working must be done uniformly at slow rates from relatively cold furnaces (black) to minimize the potential for cracking through large sections as a result of differential thermal expansion stresses. Large forgings should be annealed to promote uniformity after hot working.
Machining
The alloy should be machined in the annealed condition, using high speed steel or tungsten carbide tipped tools. Cutting compounds should be straight cutting oil E.P. medium duty, or soluble oil 20:1 dilution for turning, drilling and milling. Lower dilution ratios should be used for other machining methods.
The following feeds and speeds can be used as a general guide:
| Cutting Speed | Feed | |
| Rough turning depth of cut 1.25-2.5 mm (0.05-0.10 inch) |
30-45 m/min (98-148 ft/min) |
0.25-0.4 mm/rev (0.01-0.015 in/rev) |
| Finish turning, depth of cut 0.125-0.25 mm (0.005-0.010 inch) |
45-60 m/min (148-197ft/min) |
0.1-0.25 mm/rev (0.0004-0.01 mm/rev) |
9 STANDARD SPECIFICATION
ASTM F-30 Sheet, strip, rod, bar, tubing and wire
MIL 1-23011 Class 2
AMS 1-23011 Class 2
10 COMPETITIVE ADVANTAGE:
(1) More than 50 years experience of research and develop in high temperature alloy, corrosion resistance alloy, precision alloy, refractory alloy, rare metal and precious metal material and products.
(2) 6 state key laboratories and calibration center.
(3) Patented technologies.
(4) Ultra-purity smelting process: VIM + IG-ESR + VAR
(5) Excellent high performance.
11 BUSINESS TERM
| Minimum order quantity | Negotiable |
| Price | Negotiable |
| Packing details | Water prevent, seaworthy transport, mill’s export standard packing |
| Mark | As per order |
| Delivery time | 60-90 days |
| Payment terms | T/T, L/C at sight, D/P |
| Supply ability | 300 metric tons / Month |
Contact Person: Mr. lian
Tel: 86-13913685671
Fax: 86-510-86181887