|
|
Product Details:
|
| Material: | Alloy 2917, A Vacuum Melted Nickel-iron-cobalt Low Expansion Alloy | Specific Gravity: | 8.36g/cm3 |
|---|---|---|---|
| Density: | 0.302lb/cu In | Product Name: | Special Alloys For Electronic |
| APPLICATION: | Power Tubes, X-ray Tubes, Lighting Tubes, Microwave Tubes, | Brand: | CMMC |
| Highlight: | nickel chromium iron alloy,nickel iron cobalt alloy,hermetic seals making Alloy 2917 |
||
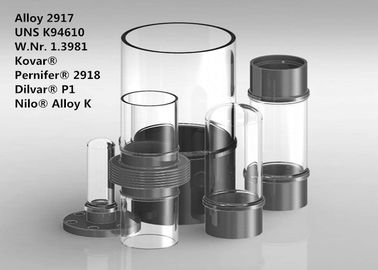
Alloy 2917 (K94610, W.Nr. 1.3981) for making hermetic seals with the harder pyrex glasses and ceramic material
1 PRODUCT
Alloy 2917 bar, tube, strip, foil, wire for for making hermetic seals with the harder pyrex glasses and ceramic materials.
Alloy 2917 is available in following standard semi-finished forms:
Sheet & plate
Delivery condition: Hot or cold rolled, heat treated, descaled or pickled
Strip & foil
Delivery condition: Cold rolled, heat treated, pickled or bright annealed
Bar and rod
Delivery condition: Forged, rolled, drawn, heat treated, oxidized, descaled or pickled, turned, peeled, ground or polished
Wire (profile, round, flats, square)
Delivery condition: Drawn bright, ¼ hard to hard, bright annealed in rings, containers, on spools and headstocks
Wire rod
Delivery condition: hot rolled (dia.5.5mm to 40mm)
Others
Other shapes and dimensions such as discs, rings, seamless pipes and forgings can be requested.
2 EQUIVALENT DESIGNATION
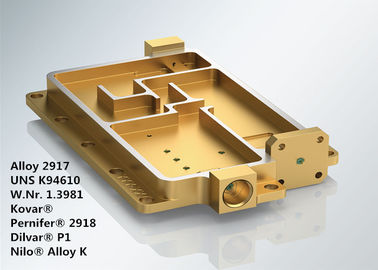
UNS K94610, W.Nr. 1.3981, Kovar®, Pernifer® 2918, Dilvar® P1, Nilo® Alloy K
3 OVERVIEW
Alloy 2917 is a a vacuum melted nickel-iron-cobalt low expansion alloy containing approximately 29% nickel and 17% cobalt. Its chemical composition is controlled within narrow limits to assure precise uniform thermal expansion properties. Extensive quality controls are employed in the manufacture of this alloy to ensure uniform physical and mechanical properties for ease in deep drawing, coining, stamping and machining. Its thermal expansion characteristics match those of borosilicate glasses and alumina type ceramics. It is manufactured to a close chemistry range, yielding repeatable properties which make it eminently suitable for glass-to-metal seals in mass production applications, or where reliability is of paramount importance.
The magnetic properties of Alloy 2917 are governed basically by its composition and by the heat treatment applied.
The composition of the alloy generally decides the optimum values of the magnetic properties, such as permeability, coercive force and hysteresis loss. The heat treatment given to the alloy will vary these properties between the worst and optimum levels.
The temperature is effective in changing permeability and other properties. For example, coercive force and residual induction will almost invariably decrease with increasing temperature, when no phase change occurs. It also follows that hysteresis decreases with increasing temperature.
4 APPLICATION
Alloy 2917 has been used for making hermetic seals with the harder Pyrex glasses and ceramic materials. This alloy has found wide use in application where high reliability is a necessity. In power tubes, x-ray tubes, lighting tubes, microwave tubes, vacuum tubes, transistors, diodes, photography flash bulbs and intergrated circuits such as flat pack, the dual-in-line package and optoelectronic component cases and bases.
The alloy is also frequently used in the telecommunications, military and defense, aerospace and electronic industries.
5 CHEMICAL COMPOSITION (wt%):
| Ni | Fe | Al | Co | Mn | Si | C | P | S | Zr | Ti | Mg | Cr | Cu | Mo |
| 29.0 | Bal. | ≤0.10 | 17.0 | ≤0.30 | ≤0.20 | ≤0.02 | ≤0.025 | ≤0.025 | ≤0.10 | ≤0.10 | ≤0.10 | ≤0.20 | ≤0.20 | ≤0.20 |
6 PHYSICAL PROPERTY
| Density | lb/cu in | 0.302 |
| Specific Gravity | g/cm3 | 8.36 |
| Curie Temp | °F | 815 |
| °C | 435 | |
| Melting Point | °F | 2640 |
| °C | 1450 | |
| Inflection point | °F | 840 |
| °C | 450 | |
| Electrical Resistivity | Micro-ohm-cm | 43 |
| ohm-cir mil/ft | 259 | |
| Thermal Conductivity | W/m °C | 16.7 |
| Btu in/ft²h °F | 116 | |
| Modules of Elasticity | Mpsi | 18.9 |
| kMPa | 130 |
Typical thermal expansion
Thanks to its chemical composition it’s a very stable material that maintains its thermal expansion characteristics down to sub zero temperatures, almost minus 200°C. It therefore easily passes the standard transformation tests at minus 80°C most related industries require.
| Temperature Range | Total Expansion | Mean Linear Coefficient | ||
| °C | °F | 10-3 | 10-6/°C | 10-6/°F |
| 20-100 | 68-212 | 0.48 | 6 | 3.3 |
| 20-150 | 68-302 | 0.75 | 5.8 | 3.2 |
| 20-200 | 68-392 | 0.99 | 5.5 | 3.1 |
| 20-250 | 68-482 | 1.22 | 5.3 | 2.9 |
| 20-300 | 68-572 | 1.43 | 5.1 | 2.8 |
| 20-350 | 68-662 | 1.62 | 4.9 | 2.7 |
| 20-400 | 68-752 | 1.86 | 4.9 | 2.7 |
| 20-450 | 68-842 | 2.28 | 5.3 | 2.9 |
| 20-500 | 68-932 | 2.98 | 6.2 | 3.4 |
Magnetic properties
Alloy 2917 is magnetic at all temperatures below the Curie point. Magnetic properties will depend upon heat treatment; the lower the hardness, the higher the permeability values and lower hysteresis loss.
Table below show a comparison of the Initial permeabilities, measured at 50 Hz and a field strength of 5 millioersteds, produced by different heat treatments
| Heat treatment | Initial permeability |
| 1 hr. 800°C. 60°C/hr. Furnace cool to Room Temp. | 800 |
| 1 hr. 900°C. 60°C/hr. Furnace cool to Room Temp. | 900 |
| 1 hr. 1000°C. 60°C/hr. Furnace cool to Room Temp. | 800 |
| 1 hr. 1100°C. 60°C/hr. Furnace cool to Room Temp. | 800 |
| 4 hr. 1100°C. 60°C/hr. Furnace cool to Room Temp. | 500 |
| 1 hr. 1200°C. 60°C/hr. Furnace cool to Room Temp. | 500 |
| 4 hr. 1200°C. 60°C/hr. Furnace cool to Room Temp. | 500 |
7 MECHANICAL PROPERTIES
Table 7-1 Typical mechanical properties of Alloy 2917 in annealed condition
| Temperature | Tensile strength | Yield strength (0.2% offset) | Elongation on 50mm (2 inch) | Reduction of area | |||
| °C | °F | MPa | ksi | MPa | ksi | % | % |
| 20 | 68 | 520 | 75 | 340 | 49 | 42 | 72 |
| 100 | 212 | 430 | 62 | 260 | 38 | 42 | 72 |
| 200 | 392 | 400 | 58 | 210 | 30 | 42 | 72 |
| 300 | 572 | 400 | 58 | 140 | 20 | 45 | 73 |
| 400 | 752 | 400 | 58 | 110 | 16 | 49 | 76 |
Table 7-2 Hardness
| Alloy | Condition | HV | HRB |
| Alloy 2917 | Annealed | 160 max. | 83 max. |
| Full hard | 230 min. | 97 min. |
8 WORKING INSTRUCTION
Alloy 2917 can be hot or cold worked, machined and formed by processes similar to those used for austenitic stainless steels.
Heat treatment
Alloy 2917 is non hardenable by heat treatment.
The alloy is normally used in the annealed condition, attained by heating, preferably in hydrogen or cracked ammonia, to 850-1000°C (1560-1830°F).
Decarburization to prepare for glass-to-metal sealing is usually carried out in an atmosphere of wet hydrogen at 900- 1050°C (1650-1920°F) for 1 hour. For seals requiring a metal oxide interface, the alloy can be oxidized by heating in air to temperatures in the 600-1000°C (1110-1830°F) range, depending on the thickness of oxide film required.
Machinability
In the annealed condition, Alloy 2917 is more difficult to machine because it is soft and gummy. Tooling tends to plow the material instead of cleanly cutting into it, and does not easily form chips. Machining is easier if the material is descaled first. Any surface scale oxide tightly adheres to and penetrates the kovar surface to a greater extent than stainless steels.
Alloy 2917 should be machined in the annealed condition, using high speed steel or tungsten carbide tipped tools. Cutting compounds should be straight cutting oil E.P. medium duty, or soluble oil 20:1 dilution for turning, drilling and milling. Lower dilution ratios should be used for other machining methods.
The following feeds and speeds can be used as a general guide:
| Cutting Speed | Feed | |
| Rough turning depth of cut 1.25-2.5 mm (0.05-0.10 inch) |
30-45 m/min (98-148 ft/min) |
0.25-0.4 mm/rev (0.01-0.015 in/rev) |
| Finish turning, depth of cut 0.125-0.25 mm (0.005-0.010 inch) |
45-60 m/min (148-197ft/min) |
0.1-0.25 mm/rev (0.0004-0.01 mm/rev) |
Preparation for sealing
All degreased, fabricated alloy 2917 parts should be degassed and annealed in a wet hydrogen atmosphere.
Atmosphere is to be made moist by bubbling the hydrogen through water at room temperature. Care must be taken to prevent surface carbon pickup. Furnace should have a cooling chamber provided with the same atmosphere.
Heating should be conducted within the 1540/2010°F (838/1099°C) temperature range. Time at temperature should be approximately two hours for lowest temperature to 20 minutes for the highest temperature. Parts should then be transferred to the cooling zone and held until below 570°F (299°C), then removed.
An oxide film on the metallic part is preferred for metal-to-hard glass sealing. The best oxide film is thin and tightly adhering. The film can be produced by heating the parts to 1200/1290°F (650/700°C) in regular ambient atmosphere for a time sufficient to form a dark gray to slight brown oxide.
9 STANDARD SPECIFICATION
ASTM F-15 Rod, bar, sheet, strip, tubing, wire
ASTM F-29 Wire
SAE AMS 7726 Wire
SAE AMS 7727 Bars and forgings
SAE AMS 7728 Sheet, strip and plate
DIN 17745 Composition
AFNOR NF A54-301 composition
MIL I-23011 Class 1
10 COMPETITIVE ADVANTAGE:
(1) More than 50 years experience of research and develop in high temperature alloy, corrosion resistance alloy, precision alloy, refractory alloy, rare metal and precious metal material and products.
(2) 6 state key laboratories and calibration center.
(3) Patented technologies.
(4) Ultra-purity smelting process: VIM + IG-ESR + VAR
(5) Excellent high performance.
11 BUSINESS TERM
| Minimum order quantity | Negotiable |
| Price | Negotiable |
| Packing details | Water prevent, seaworthy transport, mill’s export standard packing |
| Mark | As per order |
| Delivery time | 60-90 days |
| Payment terms | T/T, L/C at sight, D/P |
| Supply ability | 100 metric tons / Month |
Contact Person: Mr. lian
Tel: 86-13913685671
Fax: 86-510-86181887