|
|
Product Details:
|
| Material: | UNS N06601, A Nickel-chromium-iron Alloy | ||
|---|---|---|---|
| Highlight: | nickel iron cobalt alloy,high performance alloys,Nickel chromium iron Alloy 601 |
||
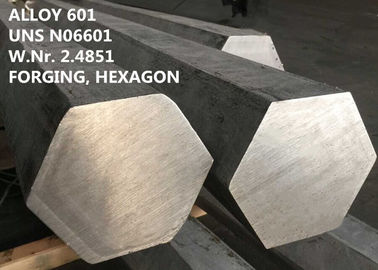
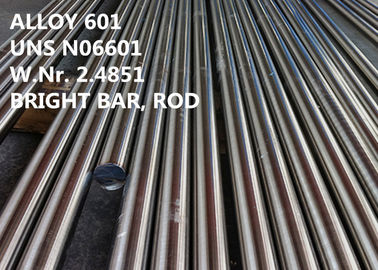
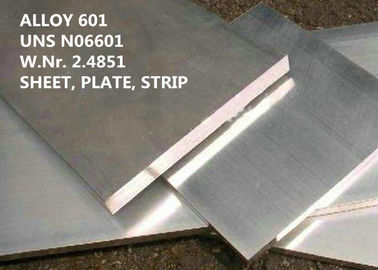
Nickel-chromium-iron Alloy 601 (N06601, W.Nr. 2.4851) semi-products for electrical resistance heating elements
1 PRODUCT
Nickel-chromium-iron Alloy 601 (UNS N06601, W.Nr. 2.4851) semi-products for electrical resistance heating elements.
Standard product forms are pipe, tube, sheet, strip, plate, round bar, flat bar, forging, hexagon, shapes and wire, etc.
2 EQUIVALENT DESIGNATION
UNS N6601, NiCr23Fe(EN), W.Nr. 2.4851, NiCr23Fe15Al (ISO), NC23FeA (AFNOR), INCONELs® Alloy 601, VDM® Alloy 601, Nicrofer 6023 H
3 APPLICATION
Alloy 601 is a standard material of construction for various types of thermal-processing equipment. Industrial-heating applications include baskets, trays, and fixtures for annealing, carburizing, carbonitriding, nitriding and other heat-treating operations. In industrial furnaces, the alloy is used for radiant tubes, muffles, retorts, flame shields, strand-annealing tubes, woven-wire conveyor belts, chain curtains, burner nozzles, and electrical resistance heating elements. Other thermal-processing applications are thermocouple protection tubes, furnace-atmosphere generators, and infrared radiant screens.
4 OVERVIEW
Alloy 601 is a nickel-chromium-iron alloy with additions of aluminum and titanium, a general-purpose engineering material for applications that require resistance to heat and corrosion.
Alloy 601 is specifically recommended for service above 550°C (1022°F) because of its higher creep-rupture properties resulting from its controlled carbon content and coarse grain size.
Alloy 601 is characterized by:
► Outstanding resistance to oxidation at high temperatures
► Good resistance to carburizing conditions
► Good resistance in oxidizing, sulfuric atmospheres
► Good mechanical properties at both room temperature and elevated temperatures
► Good resistance to stress-corrosion cracking
Alloy 601 is also has good resistance to aqueous corrosion, has high mechanical strength, and is readily formed, machined and welded. The alloy's nickel base, in conjunction with substantial chromium content, provides resistance to many corrosive media and high- temperature environments. Oxidation resistance is further enhanced by the aluminum content.
5 CHEMICAL COMPOSITION (wt%):
| Fe | Ni | Cu | Cr | Al | C | Mn | Si | P | S | Ti | B |
| Balance | 58.0-63.0 | ≤1.0 | 21.0-25.0 | 1.0-1.7 | ≤0.10 | ≤1.0 | ≤0.50 | ≤0.020 | ≤0.015 | ≤0.5 | ≤0.006 |
6 METALLOGRAPHY
Alloy 601 is a face-centered-cubic lattice, solid-solution alloy with a high degree of metallurgical stability. Phases normally present in the alloy's microstructure include chromium carbides and titanium nitrides.
Alloy 601 has shown complete absence of embrittling intermetallic phases such as sigma.
The good mechanical properties are determined by the precipitation of carbides below 1150°C (2102°F). Below 800°C (1472°F), additional γ' precipitations may occur.
7 PHYSICAL PROPERTIES
| Density | lb/in3 | 0.293 |
| g/cm3 | 8.11 | |
| Melting Range | °F | 2480-2571 |
| °C | 1360-1411 | |
| Specific heat at 70°F(21°C) | Btu/lb°F | 0.107 |
| J/kg°C | 448 | |
| Permeability | at 200 oersted | 1.003 |
| Curie temperature | °F | <-320 |
| °C | <-196 |
8 MECHANICAL PROPERTIES
Alloy 601 has good mechanical strength. The optimum condition for alloy 601 depends on the type of application and the service temperature involved. In general, the solution-treated condition is used for rupture-limited applications (temperatures of about 1000°F (540°C) and higher). The annealed condition is normally used for tensile-limited applications (temperatures below about 1000°F (540°C)).
Table 8-1 Mechanical properties at room temperature according to DIN EN 10095
| Product form | Dimensions | Yield strength Rp 0.2 | Tensile strength Rm | Elongation A | Brinell hardness |
| mm | MPa | MPa | % | HB | |
| Strip | ≤ 25 | ≥ 205 | 550 | ≥ 30 | ≤ 220 |
| Sheet, plate | ≤ 75 | ≥ 205 | 550 | ≥ 30 | ≤ 220 |
| Rod, bar | ≤ 160 | ≥ 205 | 550 | ≥ 30 | ≤ 220 |
| Rolled wire | ≤ 25 | 550 |
9 CORROSION RESISTANCE
According to DIN EN 10095 Alloy 601 is termed a heat resistant alloy on account of its excellent resistance above 550°C (1022°F) against hot gases and combustion products, as well as against molten salt, while at the same time exhibiting good mechanical short-time and long-term properties.
Even under severe conditions, such as under cyclic heating and cooling, Alloy 601 retains a tightly adherent oxide layer which is very resistant to spalling.
According to DIN EN 10095, the maximum operating temperature in air is 1200°C (2192°F), while the loss of weight from scaling is not higher than 1 g/m2 • h on average.
Resistance to carburization is good. Alloy 601 has also shown good resistance in (carbo) nitriding conditions, if a sufficiently high oxygen partial pressure is present.
The substantial nickel and chromium contents of Alloy 601 in conjunction with its content of aluminum give the alloy superior resistance to high temperature corrosion mechanisms. Of particular significance is its resistance to oxidation at temperatures up to 2200°F (1200°C). By virtue of its contents of chromium and aluminum, alloy 601 offers unique resistance to oxide spalling under cyclic thermal conditions.
10 WORKING INSTRUCTION
Alloy 601 is readily formed, machined, and welded by standard procedures.
Heating
Like other high-nickel alloys, Alloy 601 must be clean before it is heated. All foreign substances such as grease, oil, paint, and shop soil must be removed from the material before a heating operation is performed.
The alloy must be heated in a low-sulfur atmosphere. Fuels for open heating must be low in sulfur. To prevent excessive oxidation of the material, the furnace atmosphere should also be slightly reducing.
Hot forming
The temperature range for hot-forming Alloy 601 is 1600-2250°F (870-1230°C) with subsequent rapid cooling down in water or by using air. The workpieces should be placed in the furnace heated to hot working temperature in order to heat up. Heat treatment after hot working is recommended in order to achieve optimum fabrication properties (cold forming, machinability, weldability) and creep resistance.
Hot-working operations involving large deformations should be performed at 1900-2250°F (1040-1230°C). The alloy has low ductility at temperatures 1200-1600°F (650-870°C) and should not be worked in that range. Light working at temperatures below 1200°F (650°C) can be done to develop high tensile properties.
Cold forming
Alloy 601 is cold-formed by conventional procedures.
Cold working should be carried out on annealed material. Alloy 601 has a higher work hardening rate than austenitic stainless steels. This must be taken into account during design and selection of forming tools and equipment and during the planning of the forming processes. Intermediate annealing may be necessary at high degrees of cold work- ing deformation.
After cold working with more than 10 % deformation the material should be solution annealed in order to avoid recrys- tallization to a fine-grained microstructure with low creep resistance during operation. Scaled workpieces can also be cold-worked can also be bent and cold worked. The inside bending diameter should be at least 1.5 times the sheet/plate thickness.
Heat treatment
For any thermal treatment the material should be charged into the furnace at maximum annealing temperature observing the precautions concerning cleanliness mentioned earlier under ‘Heating’. Solution annealing should be carried out in the temperature range 1100 to 1200°C (2010 to 2190°F). Optimum creep strength is achieved by a relatively coarse grained microstructure (≤ 5 according to ASTM E 112 or > 65 µm) using annealing temperatures between 1140 and 1160°C (2084 and 2120 °F).
Water quenching should be carried out rapidly if the material should be further fabricated after solution annealing. Workpieces of less than 3 mm (0.12 in) thickness can be cooled down using air nozzles. If the solution annealing is the last fabrication step, the material can be cooled down more slowly in order to avoid material distortion.
Machining
All standard machining operations are readily performed on Alloy 601. For the best machinability, the alloy should be in the solution-treated condition.
Alloy 601 should be machined in the solution annealed condition. As the alloy is prone to work-hardening, low cutting speeds and appropriate feed rates should be used and the tool should be engaged at all times. Sufficient chip depths are important to get below the work-hardened surface layer.
Due to the high temperature loads on the cutting edge during machining, large amounts of cooling lubricants should be used. Water-based emulsions, as they are also used for construction and stainless steels, are suitable for instance.
11 STANDARD SPECIFICATION
ASTM B 166 / ASME SB 166 Rod, Bar, and Wire
DIN 17742 Rod, bar, wire
DIN 17752 Bar
DIN 17753 Wire
DIN 17754 Forgings
DIN EN 10095 Plate, Sheet, Strip, Bars, Rods and Sections
ISO 9723 Bar
ISO 9724 Wire
ISO 9725 Forgings
Plate, Sheet, and Strip
ASTM B 168 / ASME SB 168 Plate, Sheet, and Strip
SAE AMS 5870
DIN 17742
DIN 17750 Strip and Sheet
DIN EN 10095 Plate, Sheet, Strip, Bars, Rods and Sections
ISO 6208 Plate, Sheet, and Strip
ISO 9722
SEW 470
Pipe and Tube
ASTM B 167 / ASME SB 167 Seamless Pipe and Tube
ASTM B 751 / ASME SB 751 Seamless and Welded Tube
ASTM B 775 / ASME SB 775 Seamless and Welded Pipe
ASTM B 829 / ASME SB 829 Seamless Pipe and Tube
DIN 17751 Tube
ISO 6207 Tubing
Others
ASME Code Case 1500
DIN 17742
ISO NW6601
Welding Products
Filler Metal 601
AWS A5.14 / ERNiCrFe-11
12 COMPETITIVE ADVANTAGE:
(1) More than 50 years experience of research and develop in high temperature alloy, corrosion resistance alloy, precision alloy, refractory alloy, rare metal and precious metal material and products.
(2) 6 state key laboratories and calibration center.
(3) Patented technologies.
(4) Ultra-purity smelting process: VIM + IG-ESR + VAR
(5) Excellent high performance.
13 BUSINESS TERM
| Minimum Order Quantity | Negotiable |
| Price | Negotiable |
| Packaging Details | Water prevent, seaworthy transport, mill’s export standard packing |
| Mark | As per order |
| Delivery Time | 60-90 days |
| Payment Terms | T/T, L/C at sight, D/P |
| Supply Ability | 300 metric tons / Month |
Contact Person: Mr. lian
Tel: 86-13913685671
Fax: 86-510-86181887